Canadian Refinery Saves $25k Annually with Just One VIDAR Retrofit
One of Ontario’s largest refineries opted for a VIDAR retrofit on an aging single-speed induction motor. Initial measurements showed more than an 80 percent reduction in power and energy use, ultimately feeding into a sub one-year simple payback.
This refinery, owned by a household name, produces a significant share of chemical and refined products for North American consumers. The site is also a hub for biofuels R&D, new hydro-processing techniques, and employee training.
Background
The application was a blower used to cool a 9500 HP motor that drives a compressor feeding ethylene into the gas cracker unit. The on-site motor SME knew the blower wasn’t operating efficiently and that switching to variable speed could solve several issues, from high utility costs to recurring maintenance needs.

VIDAR Retrofit
VIDAR was installed in the same footprint using the existing foot holes, motor starter, power cables, and mounting bracket inside the blower housing. The installation required no additional infrastructure.
VIDAR’s internal PID controller was configured to adjust blower speed based on the stator temperature signal from a new 4–20 mA transmitter powered by the VIDAR’s built-in 24VDC output.
Technicians gradually lowered speed while monitoring vibration to avoid resonance frequencies. The optimum minimum speed was 750 RPM, replacing the blower’s previous 1770-RPM operation for 80% of the year.
A power analyzer was placed after the motor starter, and the initial measurements were astonishing.


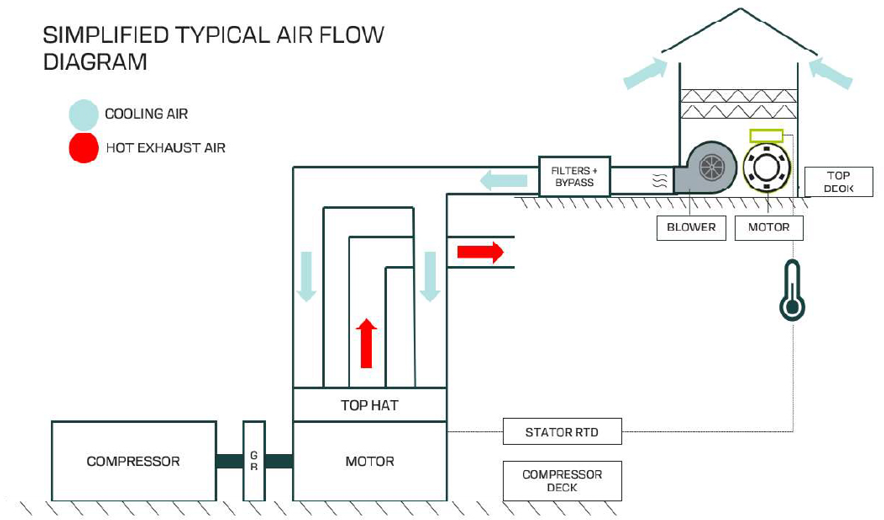
The Blower’s Role
The 9500 HP TEFC motor requires supplemental cooling to prevent overheating, especially during the warmest summer months. Its stator temperature must be below 120°C and the free end cooling fan satisfies this approximately 80% of the time.
However, the belt coupled induction motor ran at around 1750 RPM no matter the demand, 24/7, and at 90% of its rated full load amps. Its excessive duty cycle and oversized capacity caused:
- Belt failures and squealing
- Pillow block bearing failures
- Frequent filter changes
- Ingress into the 9500 HP motor’s shell and seals
- Dirty/clogged louvers from airborne debris
The motor’s stator RTDs trip the system when temperatures exceed 120°C, forcing a cooldown period and increasing operational risk.
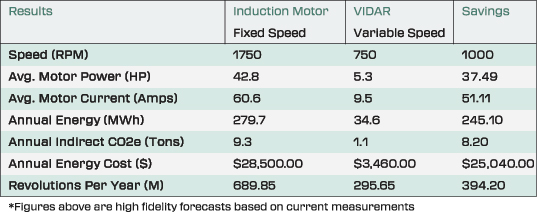
Results
Not included in the above table is the avoided material and labor costs of:
- New belts
- New filters
- New pillow block bearings
- Louver cleanings
Because the VIDAR has paid for itself in less than a year based off energy savings alone, the facility is now looking at VIDAR for three additional applications.
