Paper Mill Reaps $10k Annually from One VIDAR Upgrade
A global leader in pulp and paper opted into a VIDAR motor upgrade on a mud weak wash tank transfer pump. By converting a throttled valve to VIDAR’s built in variable speed control, the plant now saves $10,328 in annual energy costs from the 30% RPM decrease.
Background
A thematic goal of the corporation shared by this mill is to migrate away from mechanical controls and towards adjustable speed on pumps and fans. Reason being these instances are scalable opportunities to save on operational costs (lessen wasted energy and recurring maintenance). However, the cost and complexity of a traditional VFD install can make achieving this goal impractical.

Valve Requires Recurring Maintenance & Consumes Excessive Energy
Application Details
The Goulds end-suction centrifugal pump is responsible for transferring mud weak wash used in the pulp mill’s chemical recovery process. This environment is a challenging one, caustic liquids and byproducts in an outdoor environment with high precipitation, seasonal heat, and humidity.
The existing 40HP 324T NEMA Premium induction motor operated at the full nameplate speed of 1780 RPM while being throttled by a control valve. This valve modulates to maintain a constant level in the mud weak wash tank. It always runs during normal mill operations, with spares on-hand to minimize unplanned downtime.
The most salient benefits for this mill were the ease of installation, not having to run shielded cable, and no space requirement in the MCC. A hidden benefit of this is the MCC’s HVAC load, energy demand, and maintenance costs will never increase with a VIDAR install. With VIDAR paying for itself in less than a year coupled with proven performance in the paper industry’s harsh atmosphere, a multitude of sister plants have requested VIDAR. Future applications include kiln fans, filter pumps, booster pumps, and other transfer pumps.

Application Details
The Goulds end-suction centrifugal pump is responsible for transferring mud weak wash used in the pulp mill’s chemical recovery process. This environment is a challenging one, caustic liquids and byproducts in an outdoor environment with high precipitation, seasonal heat, and humidity.
The existing 40HP 324T NEMA Premium induction motor operated at the full nameplate speed of 1780 RPM while being throttled by a control valve. This valve modulates to maintain a constant level in the mud weak wash tank. It always runs during normal mill operations, with spares on-hand to minimize unplanned downtime.
VIDAR Retrofit
The fixed speed induction motor was directly interchanged with a 324/6T VIDAR unit using the same mounting plate, coupling, and shaft guard. Unlike a typical VFD which needs shielded cable runs, VIDAR solely needed the existing power cables. Their length matched perfectly with VIDAR’s conduit box and needed no modifications.
A CAT 7 Ethernet cable connected a VIDAR keypad, which was permanently mounted next to other controllers nearby. The modulating valve was fully opened and speed was tied to a 4-20mA level transmitter before startup.

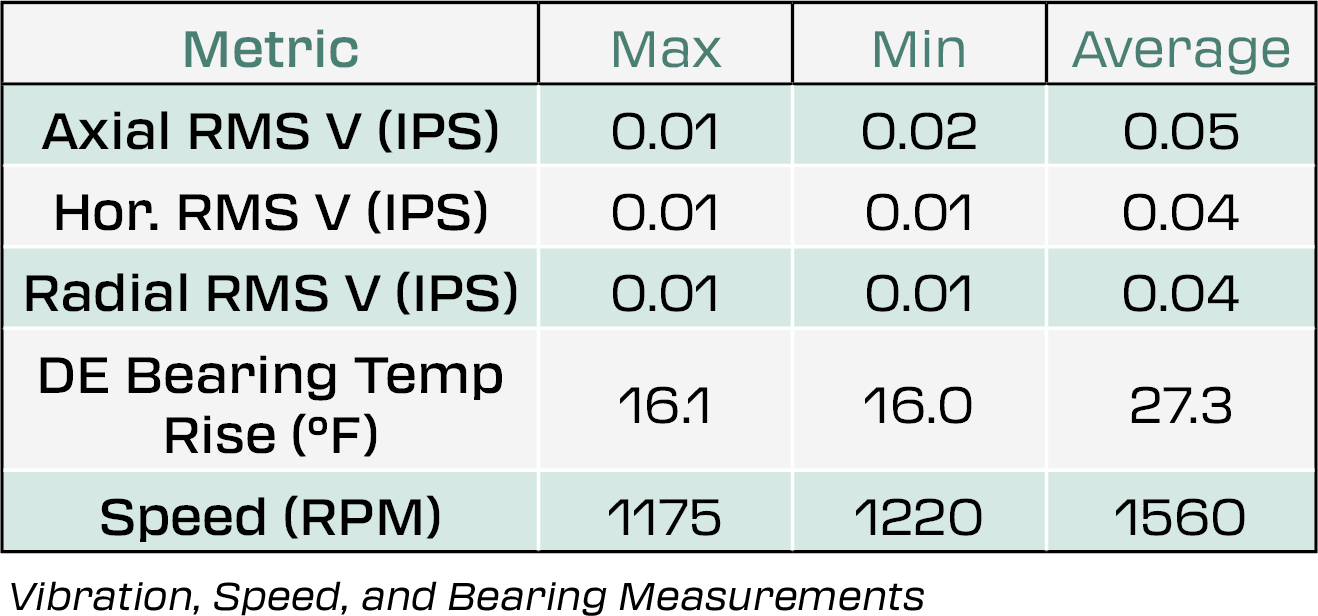
Results
The VIDAR unit has been running error free for 14 months and continues onwards today. A full year within the corrosive environment coupled with a 29” annual rain total was not enough to penetrate the motor or AC-Link power converter. Power savings were immediately evident at an average of 15.1 kW or 20.3 HP. Annualizing this comes out to 128,350 kWh and $10,328 saved for the mill.
