VIDAR Balances Dust Collection System and Beats One Year Payback
A silica sand manufacturer in Minnesota upgraded its dust collection fan with VIDAR to improve system balance, reduce energy waste, and address long-standing maintenance challenges. What began as curiosity about a new technology quickly became a compelling success story as VIDAR helped the facility achieve a simple payback in less than one year.
Background: Dust Collection Directly Impacts Product Quality
Silica sand is essential in the production of glassware and ceramics. To maintain quality, the plant must prevent valuable sand from being pulled into the dust stream and discarded as waste. Because the material is extremely fine, proper dust collection also helps the facility meet health, safety, and MSHA standards.
The plant’s dust collection system includes 30 collection points, making consistent airflow critical. When the system is imbalanced, more sand is lost to waste, production efficiency drops, and filters require more frequent replacement.
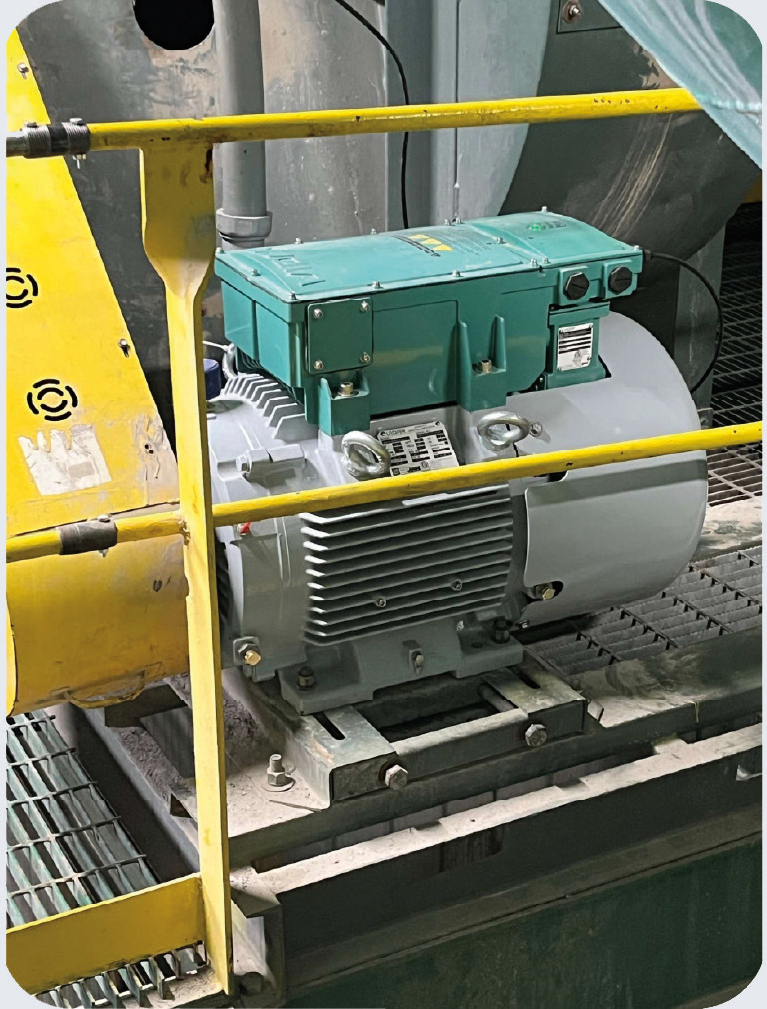
VIDAR Retrofit: Simple Installation and Immediate Impact
One month after the initial presentation, the plant installed a 50 HP, 1800 RPM VIDAR motor. The upgrade required no new MCC infrastructure. After commissioning the motor through the universal keypad, the unit was connected to the facility’s PLC network using Ethernet IP communication. The team then opened the damper fully and adjusted VIDAR’s speed to balance the system. The final operating point was approximately 1350 RPM. At this speed, with the damper fully open, 28 of the 30 collection points were balanced. The primary pain point that had consumed so much time and maintenance effort was successfully resolved.
Total Annual Savings of $22,150
- $13k from energy
- $5.4k from material
- $3.8k from labor
Financial Summary
- ROI greater than or equal to 10x
- Simple payback in one year or less
“The dust collection fan is running really well. Purely going off electrical savings, it pays for itself in about a year. There’s some savings from the filters as well. We won’t need to replace them as often as less sand will be pulled from the unbalanced system. The savings do not account for the extra sand that isn’t collected and ends up as waste. Also, this made balancing our dust collection system A LOT easier, saving hours (20-30) of testing and adjusting orifice plates.”
- Mine and Maintenance Superintendent
Looking Ahead
With the success of this first installation, the facility plans to retrofit additional dust collection systems.

Challenge: No VFD and Difficult Airflow Balancing
Although other parts of the facility use variable-speed drives, this dust collection fan still operated with a fixed-speed induction motor and a semi-closed damper for airflow control.
Several factors prevented the installation of a conventional VFD, including:
- The cable run to the MCC room exceeded 100 feet
- No spare MCC buckets were available
- A new MCC cabinet would cost between $5,000 and $40,000 depending on customizations
- The team struggled to source spare parts for existing drives
Without variable speed control, the plant relied on a time-consuming manual balancing process. Technicians had to record air velocity at all 30 collection points. If one point was corrected by installing an orifice plate, the adjustment often disrupted airflow across the remaining points. The process had to be repeated until the entire system stabilized, consuming valuable labor hours and increasing filter usage.
Results
- The VIDAR reduced the motor’s draw from 68 amps down to 32 amps. The current draw also reduced by 47 percent. With the system running roughly half the year, annual energy savings are estimated at approximately $13,000.
- Before installing VIDAR, the plant used 18 open-pleat filters and 6 spun-bonded air filters each year. After the retrofit, only 3 HEMI filters and 1 DURA filter are expected to be needed. This results in approximately $5,400 in annual material savings.
- With the dust collection system now easier to balance, the plant expects to save 20 to 30 labor hours per year.
- And while hard to quantify, more sand now remains in the production stream instead of entering the dust waste. This provides additional value by increasing the amount of sellable product.
- Measurements of the drive end bearing revealed a ~50% decrease in RMS vibration amplitudes (in g’s) and a 6.7 degree drop in skin temperature (Celsius).

